Introduction
Junle produces silicone compression molding components to service specialty applications for customers in worldwide. As our core business focuses on silicone rubber technology. Our strength of silicone compression molding, including silicone rubber compression molding, fluoro-silicone compression molding, and electrical conductive compounds molding. We apply silicone compression molding technology to produce micro-molded medical parts with complex details and tight tolerances.
Silicone compression molding is a labor-intensive production activity. It is applied to mold silicone rubber components from the starting of the rubber manufacturing industry. This is one of the oldest methods still applied to rubber parts production. Junle, as a silicone molding company, has utilized compression molding to custom silicone rubber parts. We provide an effective and efficient way to manufacture silicone rubber parts, whether for low-volume or high-volume production

Silicone Compression Molding Process
Silicone compression molding process is more simple once compared to LSR injection molding, silicone transfer molding, or extrusion molding.
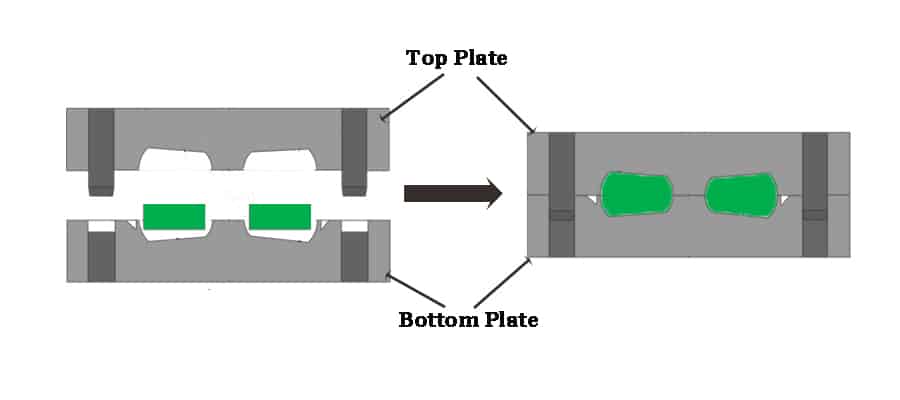
- Firstly, we will manufacture a compression mold with CNC machining and polishing. In simple silicone parts design, there will be two plates in a mold includes a cavity side and a core side. Then, mold plates will be assembled and inserted into a compression molding machine.
- After that, silicone materials like HCR (High Consistency Rubber) or LSR (Liquid Silicone Rubber) will be loaded into mold plates, compression machines will set heat and pressure with according time, allow silicone materials to spread throughout mold cavities, and solidify.
- Finally, release pressure fromthe compression press, then separate the mold plates and remove the silicone parts. This is a normal compression molding cycle for simple silicone parts.
Junle has different sizes of compression molding presses. This guarantees our capability from small to large size rubber parts, single cavity molds to multi-cavity molds. We can configure our molding equipment to satisfy different production demands.
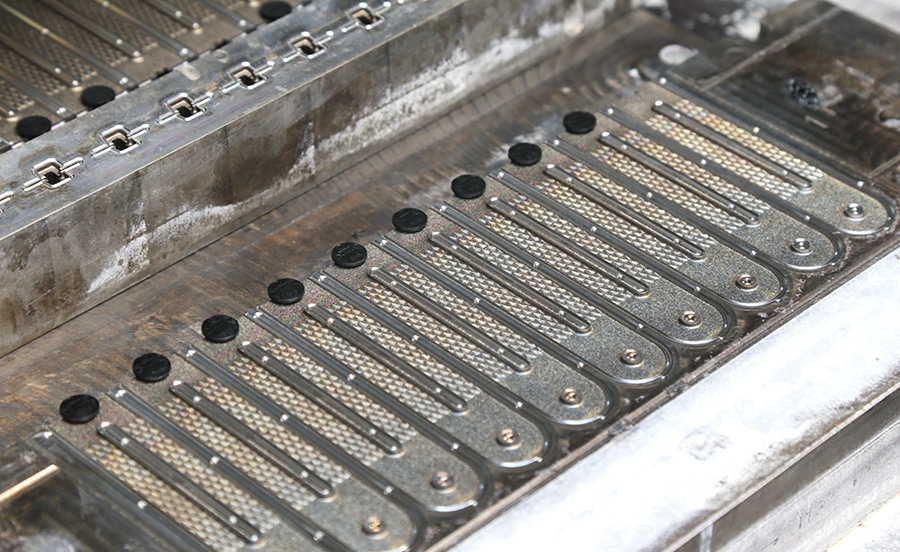
Silicone Compression Tooling
Due to the high elongation percentage of HCR and LSR, simple parts with mild undercuts are easily demolded from two plates compression mold. Complex geometries normally require a pick-apart compression mold made of more than 3 different plates or actions.
Junle typically applies aluminum and steel materials for silicone compression molds. Normally, aluminum mold can be machined and polished faster than steel mold, and it has a higher heat transfer rate in mold processing. This encourages us to produce an aluminum mold tool in as little as 5 business days with capable of 10,000 shots. Typical lead time of aluminum compression mold is 15 business days, however, we can also provide 5 to 10 days for emergency sample projects.
In multi-cavity compression mold requirements, we recommend a compression mold out of steel rather than aluminum. Steel compression mold tools will take 20 to 25 days to complete, due to their additional machining and polishing time.
Silicone Compression Molding Benefit
- Short Development Time: As silicone compression molds tooling is faster to machine with less cost, its development time is significantly shorter than Liquid Injection Molding (LIM). This could encourage silicone parts iterations to be completed in short time. Silicone compression molds can be modified for different revisions as well.
- No Gate Vestiges: There are no gate vestiges on silicone compression molding parts, as compression molds never require gates.
- Multiple Materials Application: Compression molds’ setup and breakdown time is significantly shorter than LIM, and it also allows multiple materials’ application without any messy material changeovers.
- Easy De-molding and Inspection: As in silicone compress molding process, the mold plates are separated on a nearby workbench, making it easier to de-mold and inspect. In addition, compression molds can be created with different part design in each cavity, which is easier than LIM molds.
- High Efficiency of HCR: Compression-molded silicone parts have the same quality, surface finishes, parting lines, and flash tolerance as LSR injection-molded parts. HCR (High Consistency Rubber) is easily molded in compression molds, while injection-molded HCR requires complex and specialty delivery equipment with high cost and a difficult production cycle.
- Cost-effective: Silicone compression molding can finish the insert, fabric molding with a simpler and faster development process, compared to silicone LIM. Silicon micro molded parts iares most suitable for compression molding, due to their shorter tooling and development time, and lower overall cost.
Custom Silicone Compression Molding
Junle has concentrated on silicone molding for 20 years, we are the most experienced manufacturer of HCR compression molding technologies. Our expertise encourages us to tailor the entire process for your specific demands, take your custom innovation to a new level.
We are the leading silicone parts manufacturer in Vietnam, we can serve all enterprises and companies worldwide. Our advanced capability can encompass every aspect from design to production. We can assist you in selecting the perfect HCR grade, optimizing design manufacturability (DFM), providing premium-quality tooling, high-volume production, and packing solutions. Our high-quality HCR parts are widely applied in automotive, medical,
Contact us now for your new HCR compression molding project.